


在铸造横竖槽铸铁平台之前所有使用的设备都应检查它的安全可靠性,使用后要清理干净。铸造横竖擦铸铁平台的主要工具是铁水包,检查铁水包是否烘干,包底、包耳、包杠、端把是否安全可靠,转动部分是否灵活。横竖槽铸铁平台在铸造时禁止使用未烘干的铁水包。
横竖槽铸铁平台铸造时,与铁水接触的一切工具,使用前应预热至500℃以上,否则不准使用。铁水不得超过铁水包容积的0.8,抬包要平稳慢行,步调一致,防止铁水溅出伤人。
浇铸时要准确平稳,不准从冒口往砂箱内倒铁水和看铁水。当铁水浇入砂型时,要随时点燃出汽孔、冒口、箱缝排出的废气、以免毒气和铁水飞溅伤人。铸造横竖槽铸铁平台,电机试验平台时剩余的铁水要倒在准备好的铁模或砂坑内,不准倒在砂堆和地面上,防止铁水爆炸伤人。因跑火或其它原因流在地面上的铁水,在未凝固之前不得用砂覆盖,凝固后应及时清除。
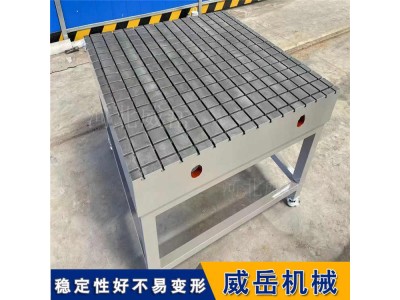
一、 横竖槽铸铁平台浇注的准则
1. 铸铁熔炼及浇注铁水质量对横竖槽铸铁平台表面质量影响,主要表现在两个方面:一是铁水中杂质的含量,特别是氧化铁含量,它易在横竖槽铸铁平台表面产生夹渣或渣气孔;二是铁水中气体含量,气体含量高易使平台在表面或皮下产生气孔。我们采取的主要措施是提升铁水温度,建立冲天炉检测系统,确定冲天炉处于正常状态。
2. “高温静置,低温浇注”是浇注的控制准则,以降低横竖槽铸铁平台的气孔、缩孔及表面粘砂缺陷。提升铸造技术水平,改进出入口大型机床横竖槽铸铁平台表面质量。
3. 正确确定分型面尽量减少分型面,以减少因分型面所形成的飞边、表面凹凸等铸造表面缺陷;提升坭芯的整体性,减少坭芯之间的接合数目,减少坭芯之间或坭芯与型之间的配合间隙,以提升大型横竖槽铸铁平台的表面凹凸度及轮廓清晰度。
4. 工艺参数的选择工艺参数对横竖槽铸铁平台尺寸精度以及轮廓清晰度有大的影响。经过多次工艺试验,对各工艺参数都认真选择。
5. 普遍地应用的铸造工艺成果,提升铸造工艺水平,以减少铸造缺陷,特别是大型横竖槽铸铁平台表面缺陷。
联系人:销售部卫经理 15533753786
详询可登陆我们的官网:http://www.chinaweiyue.com/


